


In house capacity of 5 MT per day Nitriding heat treatment from DOWA Hi-Temp Japan, with 100% repeatability and accuracy of results charge wise, we control this furnace with SCADA with remote access and monitoring, records remain for 10 years. With a complete metallurgical laboratory working in background as a support system for the heat treatment. We offer more than 150 tons a month in production with heat treatment in Nitriding.
What is Gas Nitriding?
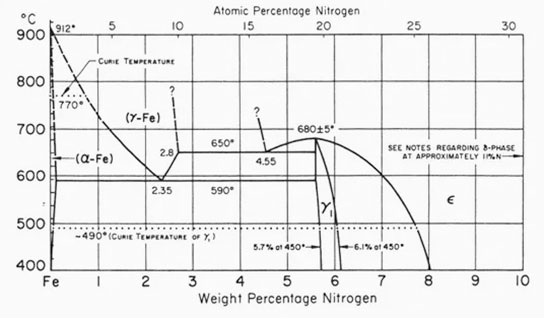
In the gas nitriding process, the metal is heated to a suitable temperature (500⁰C to 575⁰C for Steel) and held in contact with a nitrogenous gas, usually ammonia. This is why the process is sometimes known as ammonia nitriding. When ammonia comes into contact with the heated steel, it breaks down into hydrogen and nitrogen. This nitrogen then diffuses onto the metal surface and creates a nitride layer. Depending on the temperature the solubility of nitrogen into iron varies that can be seen from the attached iron-nitrogen equilibrium diagram.
Gas nitriding is a surface hardening process, where nitrogen is added to the surface of steel parts using dissociated ammonia as the source. Gas nitriding develops a very hard case in a component at relatively low temperature, without the need for quenching.
Like carburizing, nitriding is a thermochemical case-hardening process used to improve the hardness, wear resistance, and fatigue life of metal parts. With nitriding, however, nitrogen is diffused into the metal’s surface to achieve the hardening effect. The nitriding process involves heat treating a ferrous material, then exposing it to active nitrogen at tightly controlled sub-critical temperatures. The temperature used during active nitrogen exposure is typically set below the final tempering temperature to ensure that the metal’s mechanical properties are not affected.
The components to be nitrided are often stress relieved prior to final machining so that the only size changes observed are growth of about 0.0005". In some cases, nitrided components are surface ground after nitriding to remove the most outermost brittle layer produced by the process, or to bring parts into a tight tolerance.
Nitriding is most effective when performed on alloy steel materials containing nitride-forming elements (Cr, Al, Mo, V, W, Ti) as this enables the nitrogen to easily form alloy nitride precipitates with the metal. Examples of steels that are compatible with the nitriding process include 4130, 4140, 4150, 4340, 8640, 17-4, 15-5, stainless, and Nitralloy 135. Roll-Fast offers nitriding services for all these steels.
In addition to its hardening effect, nitriding also imparts anti-galling, anti-welding, and anti-seizing properties to the metal part. Metals that have been nitrided can maintain their hardness in temperatures of up to 1,000° F. These features make nitrided metals well-suited for myriad applications, including:
- Gears
- Bearings
- Shafts
- Dies
- Feed screws
- Spray nozzles
- Splines
- Orifice disks
- Cylinder liners
- Valves
- Piston rings
Parts can be masked avoid hardening some areas, such as gear hubs and bores, keyways, threaded holes or bearing surfaces, which are easily machined after nitriding. Typical hardness for different nitrided steels is shown in the table below:


